


Bienvenue dans le
Guide de conception en ligne Elopak


Les instructions et explications présentées sur ce site web ont pour but de faciliter la conception de votre décor, d’optimiser son rendu et de vous aider à utiliser les nombreux aspects de notre processus d’impression. Les visuels préparés conformément aux exigences d’Elopak garantissent une production conforme aux normes industrielles les plus strictes.
En utilisant des exemples et des définitions, nous vous guiderons à travers les avantages et les possibilités du processus d’impression d’Elopak.
Impression respectueuse de l’environnement
Elopak propose un procédé d’impression standardisé et respectueux de l’environnement basé sur la technologie d’impression flexographique. Notre objectif est de fournir un service de qualité à chaque étape et nous ne cessons de développer notre expertise afin de répondre aux exigences les plus élevées du marché.
Gamme de couleurs supérieure
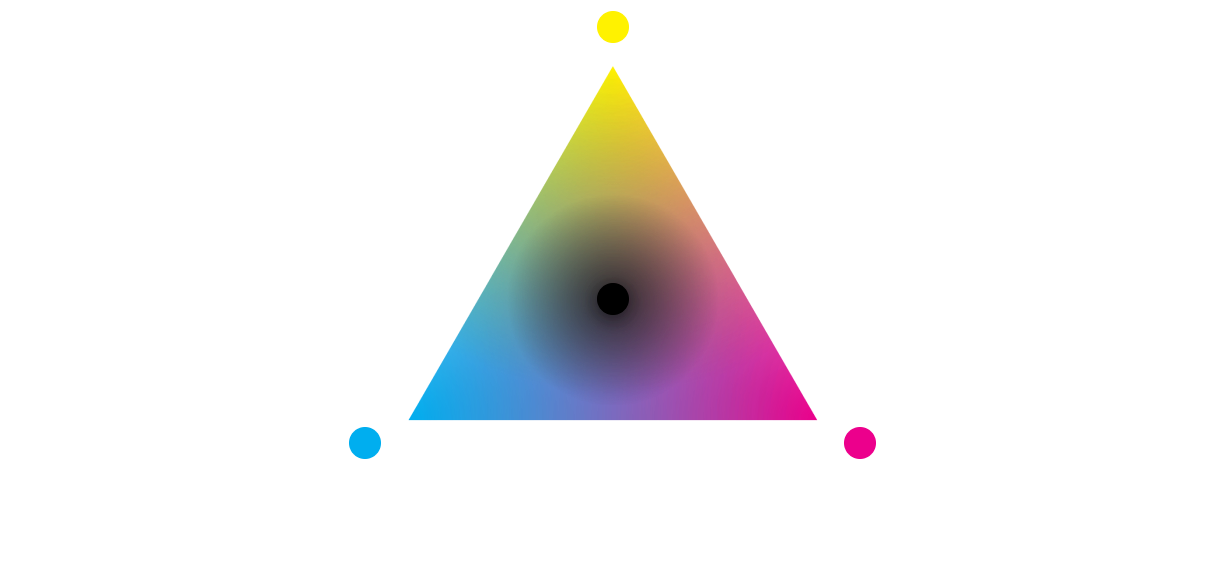
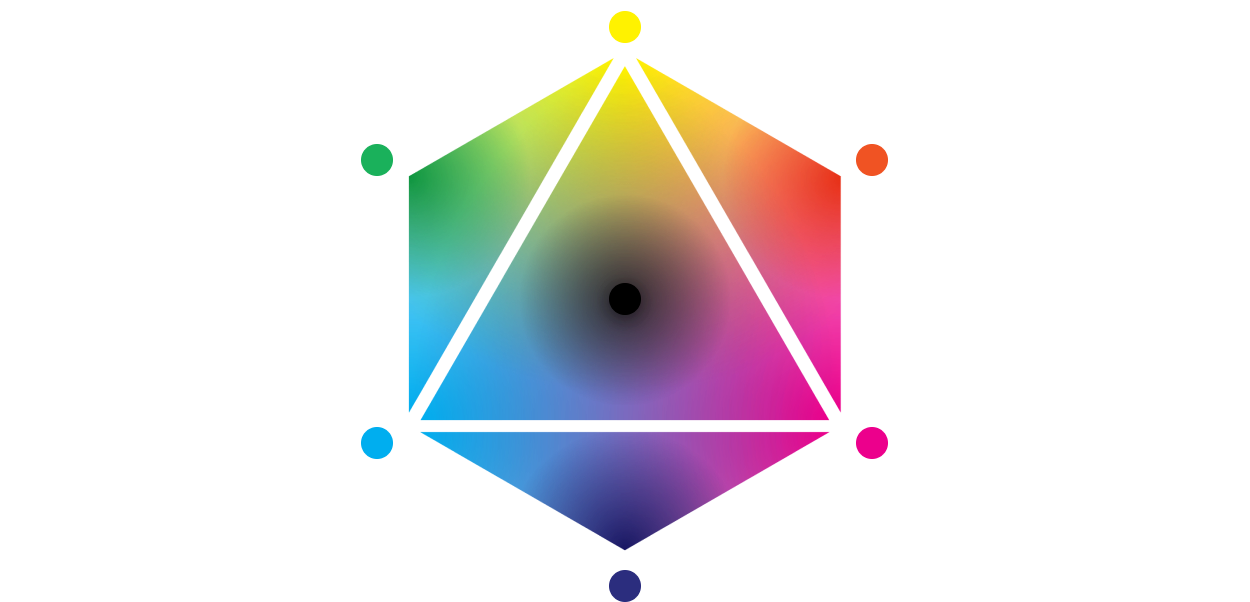
Elopak utilise un système d’encres d’impression multicolore entièrement standardisé appelé EloChrome.
Ce système de mélange des couleurs sur presse comprend des encres CMJN
Cyan
Magenta
Jaune
Noir
complétées par 5 encres spéciales supplémentaires:
Plus
EloViolet
EloOrange
EloGrey
EloGreen
Blanc opaque
EloGreen
Non disponible en combinaison avec le carton «Natural Brown Board».
Blanc opaque
Disponible uniquement pour le carton «Natural Brown Board».
Ces encres EloChrome sont fixes et ne peuvent pas être remplacées par d’autres tons directs. Pour référence de couleur, les encres spéciales EloChrome peuvent être simulées comme suit : EloViolet ≈ PMS2738 ; EloOrange ≈ PMS021 ; EloGrey ≈ PMS402 ; EloGreen ≈ PMS Green C.
CMYK
EloChrome
Des images claires, des couleurs vives
L’objectif principal d’EloChrome est de représenter des images dynamiques en produisant des couleurs plus précises et en offrant une gamme de couleurs plus large qu’un processus d’impression CMJN standard.
Les couleurs créées en mélangeant 2 ou 3 encres EloChrome peuvent être plus claires, plus fortes et plus lumineuses par rapport à une impression avec un seul ton direct.


Encres pures et composition de couleurs
Chacune des 9 encres EloChrome est appelée «couleur unie».
Une couleur obtenue à partir de 2 ou 3 encres pures est appelée «composition de couleurs ».
Cyan
Magenta
Jaune
Noir
EloViolet
EloOrange
EloGrey
EloGreen
Blanc opaque
Aa
Les couleurs unies avec une encre pure permettent des détails plus subtils et des lignes plus fines.
Aa
Les couleurs composées nécessitent une épaisseur supplémentaire pour l’application du trapping, afin de garantir une qualité optimale et constante de production.
Conversion des couleurs
Les visuels peuvent être fournis en utilisant des tons directs CMJN et/ou Pantone. Dans tous les cas, nos spécialistes du service prépresse convertiront les couleurs en les composant avec les couleurs EloChrome. Ce faisant, nous accorderons une attention particulière au fait de nous rapprocher le plus possible des valeurs et/ou des objectifs de couleur. Certains tons directs peuvent toutefois être difficiles à reproduire à l’aide d'un système de gamme standardisée tel qu’EloChrome (par ex. les couleurs pastel, fluorescentes et métalliques).
Nous vous encourageons à contacter nos spécialistes en reprographie si vous envisagez d’utiliser des teintes de ce type.
L’organisation du Centre d’Opérations Repro
Le Centre d’Opérations Repro est un service d’Elopak assurant la coordination de tous les travaux de prépresse. Il est responsable de l’évaluation des visuels, de la préproduction, de la vérification, de la planification et de la communication avec les clients. Cette équipe de professionnels se compose de responsables du design, d’opérateurs PAO et de contrôleurs qualité travaillant tous en étroite collaboration.
Chaque document d’exécution fourni à ce service effectue le même trajet:
Livraison des documents d’exécution
Un client ou une agence de design fournit des documents d’exécution à Elopak qui sont ensuite transmis au Centre d’Opérations Repro.
Vérification des documents
Les documents fournis sont minutieusement contrôlés par rapport aux exigences d’Elopak afin de garantir une impression optimale.
Retour sur le contrôle
Un retour sur le contrôle du document est fourni à l’agence de design et/ou au client. Le document peut être accepté ou rejeté. Le Centre d’Opérations Repro peut apporter de petites modifications pour répondre aux demandes de production. Ces modifications sont toujours communiquées dès que possible.
Transmission du document d’exécution aux spécialistes du service prépresse
Lorsque le document d’exécution fait partie d’une gamme de produits, cette information doit être spécifiée afin de garantir un traitement uniforme des éléments similaires (par ex. des logos). Tous les visuels sont transmis à nos spécialistes du service prépresse qui doivent s’assurer que ces derniers répondent aux attentes des clients mais aussi aux exigences de production d’Elopak pour garantir une qualité optimale et constante.
Reproduction des couleurs
Les spécialistes du service prépresse convertissent par exemple les couleurs Pantone en couleurs EloChrome. Les images sont optimisées. Les cibles couleur fournies ou les couleurs de référence Pantone sont reproduites.
Contrôle à la sortie
Nos experts qualité vérifient le résultat de la prépresse avant que les fichiers pdf / épreuves couleur ne puissent être livrés au client.
PakTrack
Le décor en cours est chargé sous forme d’épreuve PDF dans PakTrack, notre logiciel interactif dédié au suivi de l’adaptation des décors. L’ensemble des parties concernées sont automatiquement informées dès que le décor est disponible pour vérification.
Épreuvage écran PDF
Une épreuve écran est une version électronique du visuel prêt à être imprimé et spécialement ajusté pour le processus d’impression Elopak. Elle est principalement utilisée pour valider le texte et la mise en page avant de poursuivre avec des épreuves matérielles pour la vérification des couleurs.
Épreuve EloDot
Une épreuve matérielle numérique, qu’on appelle EloDot, est réalisée. Cette épreuve numérique standardisée est produite en utilisant des papiers et des encres spécifiques permettant de simuler les caractéristiques du procédé d’impression. Cette épreuve est ensuite transmise au client et/ou à l’agence de design.
Vérification de l’épreuve couleur numérique
Le client et/ou l’agence de design fournit un retour sur l’épreuve EloDot fournie. (Veuillez noter qu’aucun ajustement visuel ne peut être effectué sur la presse d’impression, ce qui signifie que l’épreuve Elodot devra être validée par le client, sans commentaires, avant la mise en production.)
Validation finale
Après avoir reçu la validation finale, le visuel est soumis à un contrôle avant production réalisé par notre contrôleur final. Il s’assurera que tous les décors validés sont à la disposition de l’usine de production au plus tard 48 heures après la validation.
Livraison des documents d’exécution
Un client ou une agence de design fournit des documents d’exécution à Elopak qui sont ensuite transmis au Centre d’Opérations Repro.
Prépresse Elopak
Étapes vers l’excellence
Pourquoi le travail de reprographie est-il nécessaire :
Le travail de reprographie vise à transformer l’idée d’un designer en matériau d’emballage imprimé grâce à une chaîne de processus spécifique. À cette fin, Elopak exploite un service de reprographie dédié qui évalue et ajuste les fichiers numériques des clients pour que le visuel soit compatible avec l’impression EloChrome. Afin de produire chaque décor dans une qualité d’impression optimale, les images sont optimisées, les couleurs sont converties et reproduites, le trapping et d’autres exigences spécifiques au processus sont mis en œuvre.
Exigences et défis propres aux processus
Écart de repérage
L’impression flexographique est un processus d’impression à grande vitesse qui peut entraîner un certain écart de repérage entre les impressions. Par conséquent, il est primordial que les directives relatives à la taille du texte et à l’épaisseur des traits soient strictement respectées.


Trapping
Le trapping est appliqué afin d'éviter tout écart de repérage et l’apparition de lignes blanches disgracieuses lors de l’impression. Le terme « trapping » fait référence aux situations où deux couleurs se rencontrent. La couleur plus claire est légèrement étendue à la couleur plus foncée pour créer un chevauchement. Cela donne un contour plus sombre.
Les designers ne sont pas tenus de prendre en compte le trapping dans le visuel fourni. Elopak veillera à ce que le trapping adapté soit appliqué si nécessaire. Selon la complexité du décor, le trapping peut varier de 0,05 à 0,25 mm.
Le respect des spécifications d’impression permet aux spécialistes du service prépresse d’Elopak d’appliquer correctement le trapping et d’éviter les effets secondaires liés à l’écart de repérage entre les impressions.
Point minimum et engraissement
Point de demi-teinte
sur une plaque
L’engraissement des points est un phénomène inhérent au procédé d’impression et donne un rendu imprimé plus dense que celui attendu.
Cela se produit car le diamètre des points de trame augmente sous l’effet de la pression des cylindres qui écrasent l’encre durant l’impression.
Si certains éléments de vos décors contiennent des dégradés de couleurs (par exemple, dégradés, ombres, éléments floutés etc.), ces derniers ne peuvent se terminer à 0% (blanc). Ils doivent contenir un point minimum autorisé de 1% à toutes les couleurs que vous utiliserez pour composer ce dégradé de couleurs particulier.
Afin de minimiser l’engraissement des points, nos spécialistes prépresse appliqueront une courbe de compensation. Cependant, vous devez toujours savoir qu’un point de 1% dans le fichier aura un rendu de 13% une fois imprimé sur le carton.
Valeur
tonale de
1%
Sur carton
imprimé
~13%
Ombres, dégradés et fondus légers
Étant donné que les points demi-ton ne peuvent pas simplement être dégradés vers le blanc du fait de l’exigence minimale concernant les points, les ombres portées et les éclaircissements légers auront un effet visuel différent par rapport au fichier numérique. Il est donc préférable de réduire l'utilisation des ombres portées ou de les remplacer par des finitions contrôlées.
L’exemple ci-dessous est une parfaite illustration de l’effet négatif que les ombres légères auront sur une impression flexographique.


Exigences de conception des décors
Plans de découpe Elopak
Lorsque de nouveaux documents d’exécution sont fournis, veuillez-vous assurer de demander le plan de découpe approprié au personnel d’Elopak. Tous les décors doivent être livrés sur un plan Elopak correct.
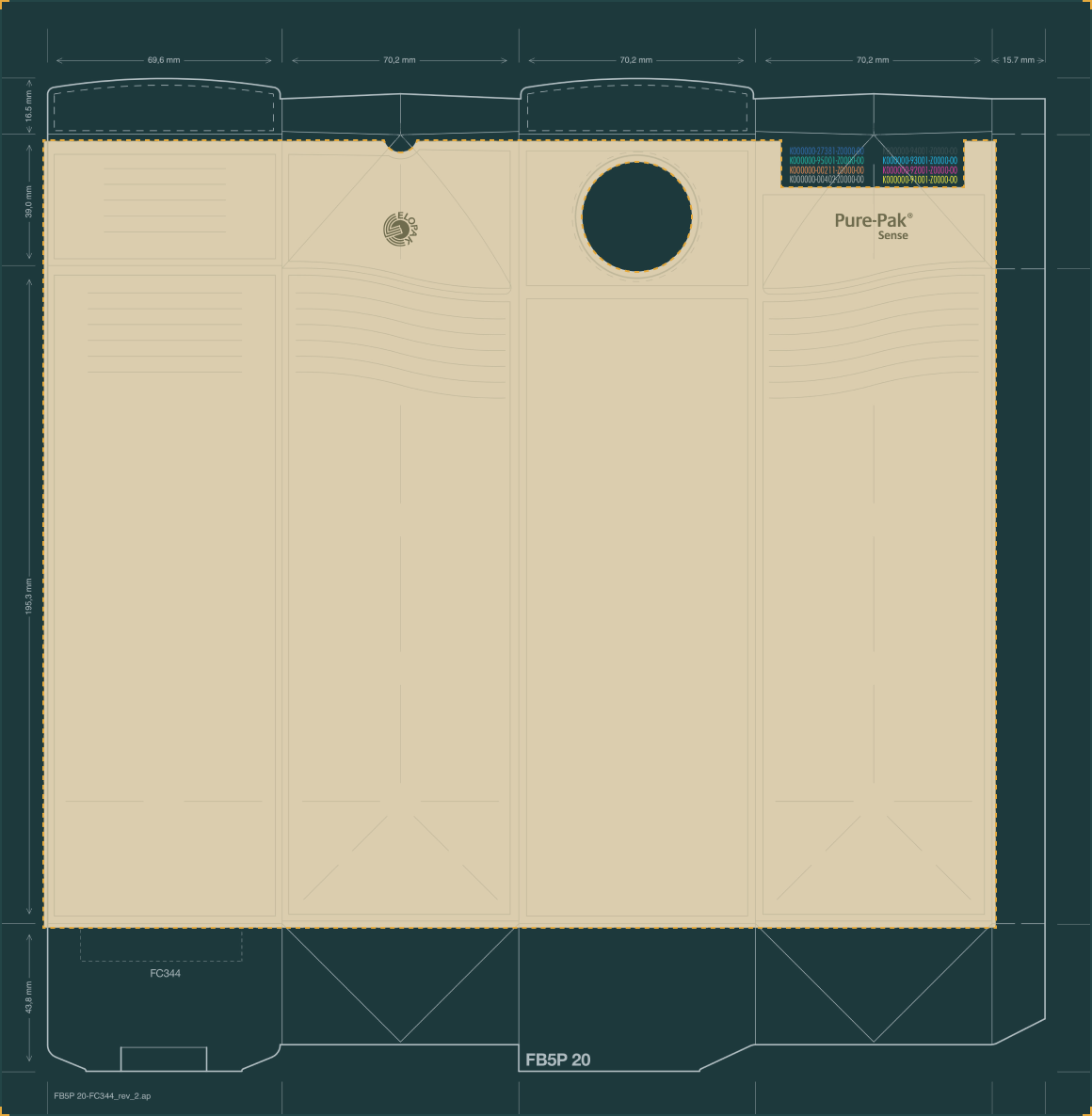
Afin de faciliter l’application des visuels, la zone de mise en page est teintée en gris et seule cette zone doit être utilisée (comme illustré ci-dessous).
Il est interdit d’altérer ou de modifier les plans de découpe Elopak de quelque manière que ce soit, car il s’agit de dessins techniques adaptés aux dimensions des outils de nos machines.
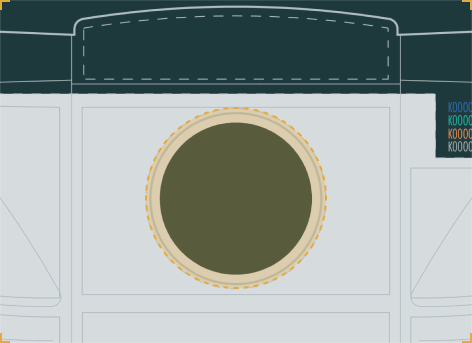
Points nécessitant une attention particulière
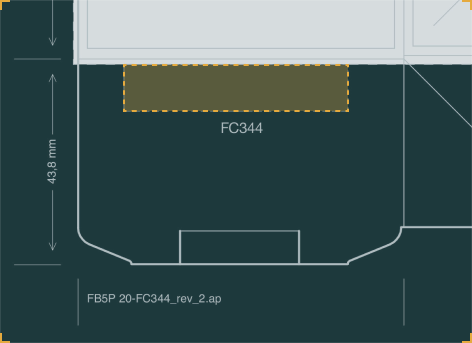
La partie inférieure délimitée par une ligne en pointillés peut être utilisée pour des numéros d’article, des logos de sécurité alimentaire ou un code-barres inférieur dans une couleur d’impression unique.
Les zones de sécurité doivent être strictement respectées.
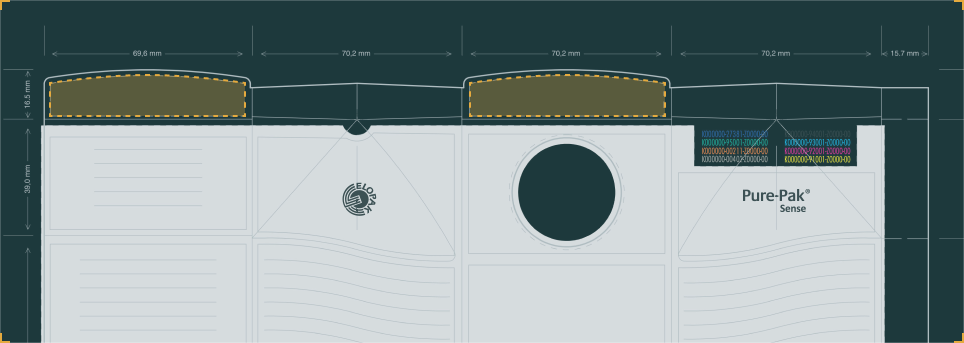
Les extrémités supérieures sont réservées pour une impression minimale (par ex. « à consommer de préférence avant » ou des flèches d’ouverture)..
Certaines configurations spéciales (par ex. PurePak® Sense) permettent une zone d’impression plus grande (veuillez consulter le département de reprographie d’Elopak).
Toutefois, pour la configuration eSense, l'impression est obligatoire sur la languette supérieure du panneau 1. Il est possible d'imprimer soit la totalité de la zone de détourage (en couleur), soit un élément graphique ou textuel suffisamment grand. Si le document d’exécution ne contient aucun élément d'impression sur la languette supérieure du panneau 1, la zone sera grisée lors du processus de reprographie.
S’il y a un bouchon sur l’emballage, veuillez conserver tous les éléments de texte et de décor en dehors de la zone de sécurité du bouchon.
ette zone est matérialisée par des pointillés.
Exigences textuelles
Le texte peut être en une seule couleur EloChrome pure (choix le plus sûr pour un petit texte) ou composé de plusieurs couleurs.
Pour un texte positif dans une couleur unie, nous avons au minimum besoin d’une police sans-serif 5 pt. Un texte multicolore (composé de plusieurs couleurs) ou négatif nécessite au minimum une police sans-serif 7 pt en gras. Nous recommandons d’opter pour la plus grande taille de texte possible afin de garantir une lisibilité optimale.
Police
taille min
Ligne
épaisseur min
1 seule couleur texte positif
Aa
5pt
sans-serif
0.10mm
Texte négatif ou composé de plusieurs couleurs
AaAa
7pt
gras sans-serif
0.35mm
Tous les textes du fichier d’exécution ou de photogravure doivent être convertis en format vectoriel. Dans un souci de prévoyance, veuillez inclure toutes les polices utilisées dans le dossier du document fourni, au cas où une correction du texte serait nécessaire à un stade ultérieur.
Images et graphiques vectoriels
Les logos et pictogrammes doivent être fournis uniquement en format vectoriel. Assurez-vous que les épaisseurs minimales des textes composant les logos et pictogrammes respectent les spécifications d’impression requises.
Dans l’idéal, les images doivent être fournies en format .tiff ou .psd, en utilisant l'espace colorimétrique CMJN, et ne doivent pas intégrer la gestion des couleurs (ne pas embarquer les profils colorimétriques). La résolution minimale requise est de 300 dpi En savoir plus. Merci de ne pas aplatir les calques de construction de l‘image.
Type de fichier
extension
.tiff or .psd
Couleurs
La gestion des couleurs
CMJN
Pas de gestion des couleurs
Profils de couleur non intégrés
Résolution
minimum requis
300dpi
calques d'image non aplatis
label
FSC
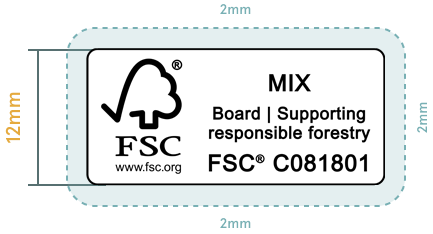
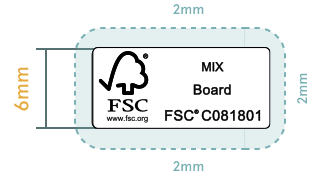
Le logo FSC peut être apposé sur les emballages certifiés FSC. Le placement doit respecter strictement les directives FSC en matière de taille et de zone vierge. Le logo est imprimé en utilisant la couleur unie la plus foncée du décor et doit dans tous les cas disposer d’une zone vierge de 2 mm tout autour.


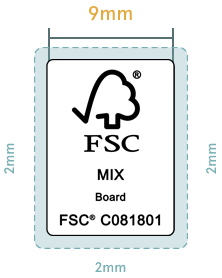
Le logo FSC est disponible dans la plupart des langues. Il peut être placé en paysage ou en portrait et existe en deux tailles.
taille standard
logos
1L ou plus

taille mini
logos
0.5L ou moins
Pour un résultat optimal, il est recommandé d’utiliser du texte noir sur fond blanc. S’il n’y a pas de zones non imprimées/blanches disponibles, les composants du logo peuvent être imprimés en noir ou blanc sur une couleur de fond suffisamment contrastée.
Le fond doit toujours être une couleur unie ou un motif léger. Si le fond présente un motif ou une image, le logo doit être placé sur un rectangle arrondi semi-transparent. Un placement du logo sur le fond du carton n’est pas autorisé.
Pour en savoir plus sur les directives FSC, veuillez consulter la présentation officielle du Forestry Stewardship Council.

Le système EloChrome d’Elopak est pleinement compatible avec la technologie Digimarc. Si vous souhaitez fournir un visuel amélioré par Digimarc, veuillez contacter le service de reprographie d’Elopak pour plus d’informations sur les exigences et les possibilités.
Reproduction des couleurs
Cibles couleur
Si vous souhaitez la reproduction de couleurs de référence, une cible couleur du décor doit être fournie. Veuillez noter qu’en raison de la composition du carton (en particulier avec le carton Natural Brown Board), il n’est pas possible de reproduire certaines couleurs cibles.
Si aucune cible couleur n’est fournie, le résultat de la reproduction sera basé sur les profils de couleur et d’engraissement standard d’Elopak.
Si un guide Pantone doit être utilisé pour la correspondance des couleurs, le ton cible doit être disponible dans le guide de formule Solid Coated Pantone Plus Series.
Épreuves EloDot
Elopak propose une épreuve numérique standardisée, appelée EloDot. Cette épreuve simule les caractéristiques du procédé d’impression. L’EloDot sera utilisée pour la mesureEn savoir plus et la comparaison visuelle pendant le processus d’impression.




